博文
极端制造 | 激光粉末床熔融(LPBF)中飞溅与凹陷区的动态联系
||
作 者
郭耷、Rubén Lambert-Garcia、Samy Hocine、范贤强、Henry Greenhalg、Ravi Shahani, Marta Majkut, Alexander Rack、Peter D. Lee、 Chu Lun Alex Leung
机 构
伦敦大学学院(UCL)
哈韦尔研究中心(Research Complex at Harwell)
英国国家科研与创新中心 (UK Research and Innovation)
欧洲同步辐射光源实验室(ESRF)
HiETA 科技公司
Constellium 科技公司
Citation
Guo D et al. 2024. Correlative spatter and vapour depression dynamics during laser powder bed fusion of an AlFe-Zr alloy. Int. J. Extrem. Manuf. 2024, 6, 055601.
免费获取全文
https://doi.org/10.1088/2631-7990/ad4e1d
文 章 导 读
激光粉末床熔融(LPBF)是一种功能强大的增材制造/3D打印(AM)技术。它可以在无模具成本的情况下高效地逐层制造出具有复杂结构的小型金属组件。相比于传统的金属制造工艺,LPBF具备超高的设计自由度和精度,是适用于航空航天,机械自动化以及医学领域的理想技术。然而,激光工艺的不稳定性导致了缺陷的形成,尤其是飞溅导致的表面缺陷,会直接影响制造部件的疲劳性能。由于难以实现满足严格高质量标准的低缺陷、高密度金属组件,LPBF在各个行业的关键应用中受到了阻碍。
飞溅的产生源自于激光-粉末-液态金属的相互作用。在LPBF过程中,根据其形成机制发现了四种类型的飞溅:(i)粉末飞溅,(ii)夹带飞溅,(iii)粉末聚结飞溅,以及(iv)液滴飞溅。当高能的激光束撞击粉末床时,局部加热导致液体金属表面汽化,形成高压蒸汽射流。蒸汽射流产生的反冲压力导致金属液面的向下凹陷(称作匙孔或者凹陷区)。在激光-物质相互作用区域,高速向上的蒸汽流将熔池周围的粉末喷射出去形成粉末飞溅。同时,高速气流产生的低压诱导惰性保护气体向内流动,卷带粉末颗粒形成夹带飞溅。高温使粉末表面局部熔化进而产生聚结,并被保护气体气流夹带形成不规则的大颗粒飞溅。液滴飞溅主要是由不均匀的反冲压力引起的熔池液面波动,蒸汽压力克服液体表面张力导致液体破裂时形成的。
大尺寸的颗粒飞溅,例如液滴飞溅和粉末聚结飞溅,通常被认为是LPBF过程中缺陷生成的主要来源。过大的飞溅可能粘附在增材制造零件的表面上,增加其表面缺陷和粗糙度;它们还可能镶嵌在后续建造层的粉末床中,导致因不均匀的能量吸收而熔合不完全,最终产生孔隙。同时,飞溅颗粒可能发生氧化,降低粉末的可回收利用率和可重用性;表面氧化物会抑制颗粒熔合并促进孔隙形成,从而降低LPBF部件的密度。然而,关于小颗粒飞溅对部件缺陷的影响研究却略显不足。
目前,大部分研究采用原位高速光学成像,红外热成像或者Schlieren成像来捕捉LPBF过程中的动态蒸汽射流和飞溅,但这些成像技术无法同时实现高时间分辨率和高空间分辨率。而同步辐射x射线光源具有极高的时间(高达1MHz)和空间分辨率,这对于高速动态现象(飞溅)的可视化以及细节呈现至关重要。
近期,伦敦大学学院机械工程学院(UCL Mechanical Engineering)Peter D. Lee教授,Chu Lun Alex Leung副教授,郭耷博士后研究员及其团队在SCI期刊《极端制造》(International Journal of Extreme Manufacturing, IJEM)上共同发表《Correlative spatter and vapour depression dynamics during laser powder bed fusion of an Al-Fe-Zr alloy》的研究论文,系统介绍了LPBF中飞溅与凹陷区的动态联系。图1展示了运用原位高速(40 kHz)同步辐射x射线成像捕捉LPBF中高速飞溅和熔池变化的动态过程。
关键词
飞溅;凹陷区;同步辐射x射线成像;表面缺陷
亮 点
通过高速原位x射线成像分析LPBF过程中飞溅与匙孔/凹陷区之间的动态联系;
发现新的飞溅形成机制;即由金属蒸气压力、Kelvin-Helmholtz不稳定性和马兰戈尼对流共同作用下于匙孔后缘形成的后缘液滴飞溅;
发现新的表面缺陷形成机制;即由激光-小颗粒粉末飞溅相互作用导致的表面孔洞,被称为飞溅引入孔洞;
推荐低能量密度(低扫描速度)的金属3D打印参数,以最小化LPBF的飞溅和表面缺陷形成。
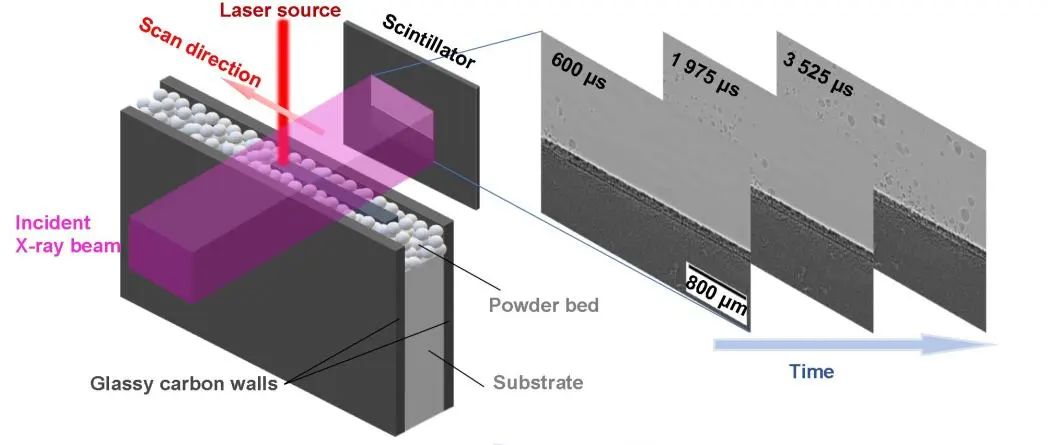
图1 LPBF过程中原位同步辐射x射线成像装置的示意图。
研 究 背 景
当使用适当的工艺参数时,LPBF打印的组件在缺陷水平和机械性能方面可以优于铸件。然而,目前它们的表面质量和缺陷水平可能尚未达到锻造产品机加工组件的水平。因为铝的加工相对廉价,且废料可以高效回收,LPBF的铝合金组件目前仅在少数细分应用中能替代机加工组件。在工业中,铝合金LPBF在生产短交期的原型件(如非机加工的备件)或用单个增材制造组件替换复杂的组件系统时变得具有吸引力。
铸造铝合金如AlSi10Mg和高强度铝合金(例如6xxx和7xxx系列)在增材制造应用中可能表现出较差的机械性能或工艺性。为此,Constellium科技公司研究了新型的Al-Fe-Zr合金系统,并在铝协会注册为AA8A61.50。该合金设计简化了LPBF的生产过程。打印后,在400°C下进行4小时的沉淀硬化处理,其组件能达到约300 MPa的峰值屈服强度和高水平的导热性(180W/m·K)以及导电性(高达30 mS/m)。并且,AA8A61.50的打印组件通常表现出低内部缺陷和低残余应力。表面缺陷(或粗糙度)的减少能进一步改善其LPBF组件的疲劳性能,而这些表面缺陷通常与飞溅的形成有关。
综上,为了更深入理解LPBF中飞溅的形成演变机制, 从而防止它们的形成,UCL团队运用高穿透,高时间以及空间分辨率的同步辐射光源于动态飞溅的研究。在本文中,UCL团队对LPBF金属3D打印中高速飞溅的最新研究进行了详细的介绍。
最 新 进 展
最新进展主要分为四个部分:LPBF原位x射线成像实验设计以及图像处理,飞溅的种类与形成机制,动态飞溅的定量分析,新的表面缺陷形成机制分析。
LPBF原位x射线成像实验设计以及图像处理。本实验中使用的设备是由UCL团队研发定制的LPBF激光3D打印设备,称为Quad-laser in situ and operando process replicator(Quad-ISOPR)。如图2所示,该设备由四个RenAM 500Q(英国Renishaw公司)激光扫描头、高速摄像机以及一个充满氩气保护气体的工作室组成。其激光功率最高可达500瓦,可还原工业级别的LPBF打印参数。原位实验前,一个厚度为1毫米、高度为15毫米的基板被镶嵌在两片极薄的玻璃碳窗片之间,并安装在工作室中。料斗在基板上自动沉积一层薄薄的粉末(约为60微米)。在原位x射线成像实验中,激光同步运作以模拟LPBF中加工薄粉末层的过程,参照视频1中的示例。
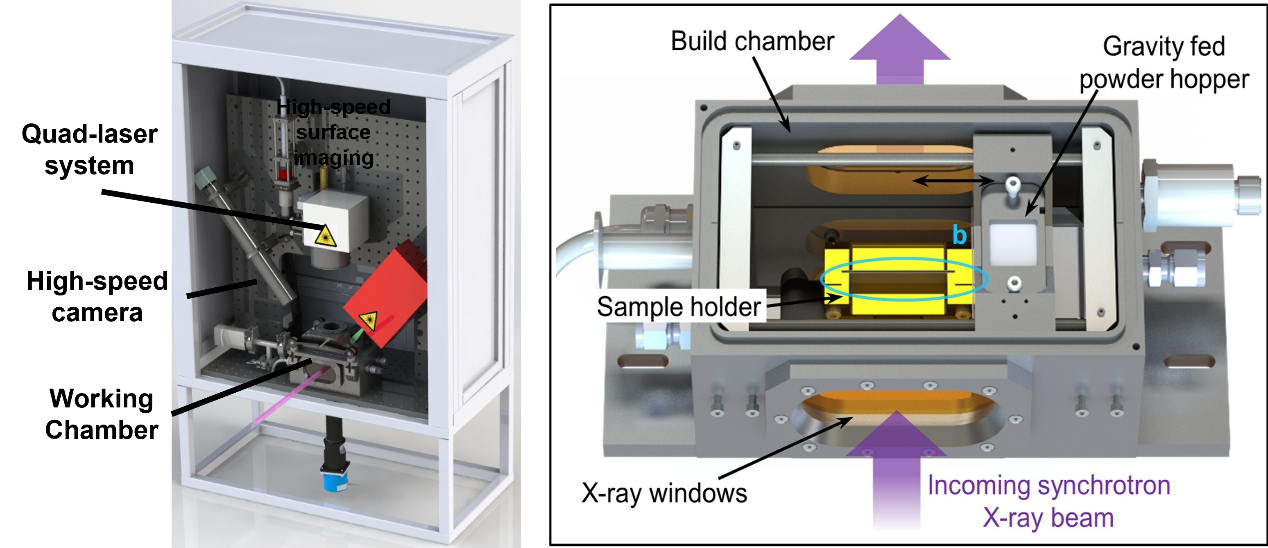
图2 定制设备Quad-laser in situ and operando process replicator(Quad-ISOPR)的示意图。
原位实验在欧洲同步辐射光源实验室(ESRF)的高速成像光束线ID19上进行。该光束线使用两个U32摆动器产生多色硬X射线束,平均能量约为30 keV。当入射光束通过样品和封闭在两侧的玻璃碳窗后,衰减的X射线被LuAG: Ce闪烁体转换并发出可见光。可见光图像通过5倍物镜放大,然后由高速相机(Photron FASTCAM SA-Z 2100 K,日本Photron公司)以40 kHz的帧率捕获。本次实验的视场(FoV)为1024像素(宽)× 512像素(高),各向同性像素大小为4.3 微米。
获取的原始射线图像均使用ImageJ和MATLAB©进行处理。首先使用公式𝐹𝐹𝐶=𝐼0/𝐹𝑙𝑎𝑡𝑎𝑣𝑒 对图像进行平场校正。为了去除静止物体,应用了自定义的背景减除。之后通过应用高斯滤波器和手动阈值对固体飞溅和液滴颗粒进行分割。最后使用ImageJ中的TrackMate插件,通过应用掩模检测器和高级卡尔曼跟踪器,对飞溅颗粒运动进行跟踪和量化(参见视频2中的示例)。每条轨迹上识别出的颗粒的最大帧数设置为3帧。为了捕捉稳态匙孔或凹陷区形态,使用Python脚本对背景去除后的图像重新框定以聚焦于熔池区域。
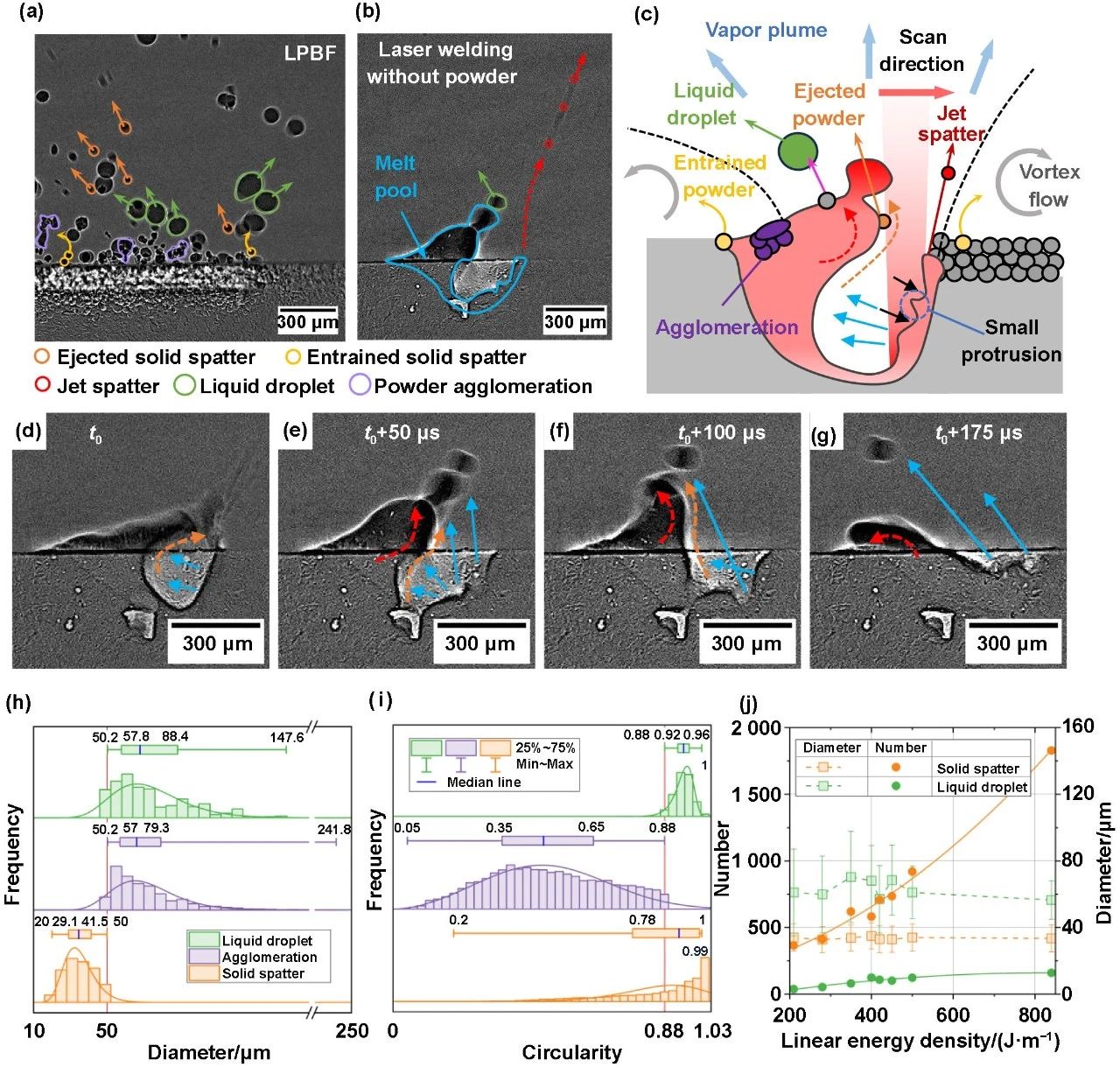
飞溅的种类与形成机制。如图3所示,我们对LPBF过程中的五种飞溅颗粒进行了分类,并根据其形成机制将其划分为:固态粉末飞溅、固态夹带飞溅、粉末聚结飞溅、喷射液滴飞溅和大液滴飞溅。其中前4种飞溅的形成机制详解于文章导读章节。除此之外,我们发现了新的液滴飞溅的形成机制(称为后缘液滴飞溅)。如图3(d-g)所示,在匙孔熔化条件下,马兰戈尼对流将匙孔底部附近的液态金属推向上部熔池表面。强烈的蒸汽流(蓝色实箭头)会在匙孔后壁产生蒸汽压力。金属蒸汽和液态金属之间的速度和密度差异在气-液界面处引起扰动,即Kelvin-Helmholtz不稳定性。Kelvin-Helmholtz不稳定性和马兰戈尼对流(红色虚线箭头)的共同作用促使在后缘处形成一个大的液体突起。当蒸汽射流继续与突起持续相互作用时,它会使液态金属过热并降低其表面张力,形成一个缩颈区。一旦蒸汽压力克服了缩颈区的表面张力,大的液滴就会脱离并被蒸汽射流喷射出去形成后缘液滴飞溅。
同时,我们定量分析了飞溅颗粒的尺寸和数量,其中飞溅尺寸分布与线性能量密度(𝐸𝑙)之间没有相关性。然而,固体或液滴飞溅颗粒的数量与𝐸𝑙之间却存在强正相关性。因此,我们推导出以下公式来预测AA8A61.50在LPBF过程中飞溅颗粒的数量:
固态飞溅:

液滴飞溅:

这两个公式均可用于未来LPBF中飞溅模型的验证以及设计新的打印参数以达到飞溅最小化。
动态飞溅的定量分析。为了理解在不同扫描速度和激光功率下的飞溅动态,我们在LPBF过程中追踪并量化了固态飞溅以及液滴飞溅颗粒的轨迹角度和速度。同时我们还将将飞溅的动能与输入的激光能量进行比较,以估计飞溅生成过程中消耗的能量百分比(PE)。
图4展示了不同激光功率和扫描速度下飞溅颗粒的运动轨迹角度、速度以及消耗能量百分比,并与相对应的匙孔/凹陷区形态进行比较。研究结果表明匙孔/凹陷区形态对于飞溅颗粒的轨迹角度影响较大。而线性能量密度与飞溅速度/动能之间呈正相关,这是因为较高的线性能量密度(较高激光功率或较低扫描速度)会在LPBF过程中引起更多的金属汽化和更高的蒸汽压力。同时,较高的扫描速度有利于减少夹带粉末飞溅的产生。
综上,我们建议在激光功率为420瓦的情况下,使用更快的扫描速度(>1米/秒),以使得AA8A61.50合金在LPBF打印过程中减少整体飞溅数量,飞溅速度和粉末夹带。
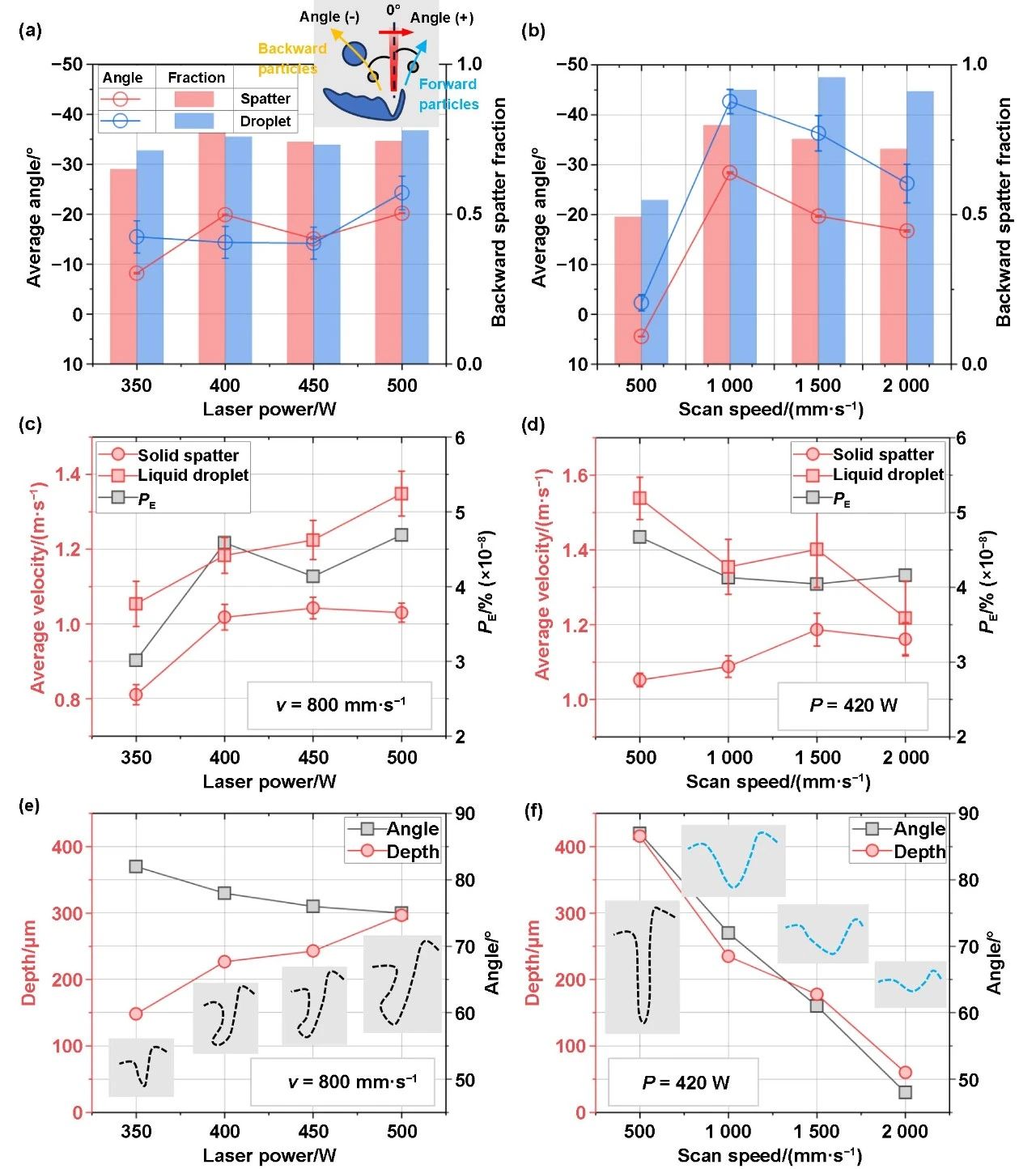
图4 LPBF过程中的动态飞溅的定量分析:(a,b)飞溅颗粒运动轨迹角度;(c, d)飞溅颗粒速度和能量消耗百分比;(e,f)匙孔/凹陷区形态。
新的表面缺陷形成机制分析。先前大量研究表明,大液滴飞溅可能会被困在打印层之间,导致杂质和孔隙,从而对LPBF产品的性能产生不利影响。通过对x射线图像的逐帧分析,我们发现了由小颗粒固态飞溅导致的新的表面缺陷的形成机制(称为飞溅引入孔洞)。
图5(a-f)展示了飞溅引入孔洞的形成机制。一个约36微米的前向飞溅颗粒首先被喷射到激光扫描路径中,然后在激光辐射力(Frad)作用下改变其轨迹方向,高速飞向粉末床(称为激光-飞溅相互作用)。在飞溅与粉末床碰撞时,引起更多的粉末飞溅并在激光束前方形成一个局部裸露区,激光熔化后在最终打印层中形成一个表面孔洞。同时图5(g-h)表明,较小的匙孔/凹陷区前壁角度会产生最少的前向飞溅颗粒,从而降低激光-飞溅相互作用的概率。最终减少表面孔洞产生的可能性并改善表面质量(即低表面粗糙度)。
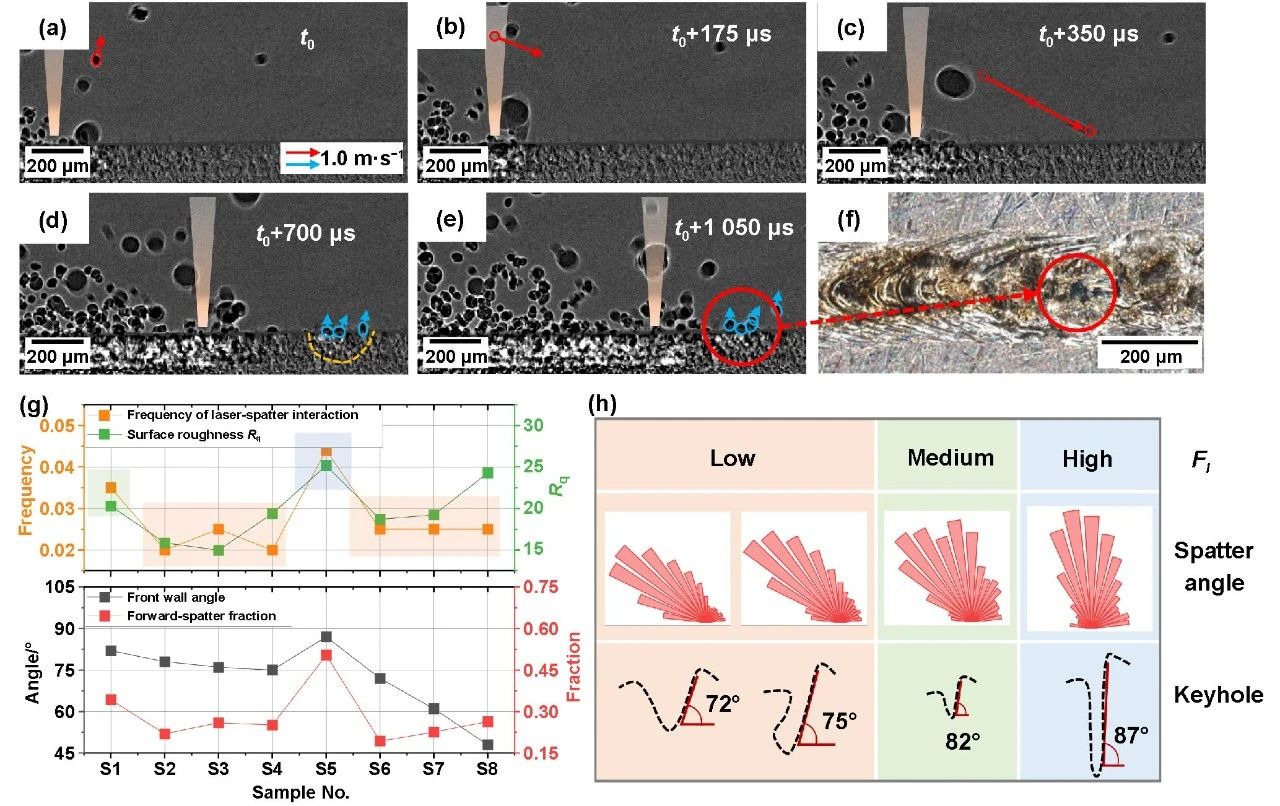
图5 LPBF过程中的表面缺陷的新形成机制:(a-f)飞溅引入孔洞形成机制;(g-h)激光-飞溅相互作用频率、表面粗糙度、匙孔前壁角度和飞溅轨迹角度之间的关联。
未 来 展 望
由于高速成像技术时间或空间分辨率的限制,目前对于LPBF金属3D打印过程中动态飞溅的理解和认知还稍显不足。本文应用高速同步辐射x射线成像技术在新合金AA8A61.50 LPBF打印过程中进行了飞溅颗粒的动态研究,证明了同步辐射光源在高速动态现象研究中的潜在应用价值。因此,我们认为未来LPBF中飞溅研究的发展方向应侧重于利用同步辐射光源对不同合金(例如在增材制造应用广泛的不锈钢、钛合金、镍合金、铝合金等)在LPBF打印过程中产生的飞溅进行定量分析。最终实现LPBF金属3D打印飞溅最小化以及表面质量最优化。
作 者 简 介

Peter D. Lee
伦敦大学学院
Peter D. Lee分别于1986年和1989年在多伦多大学获得工程材料学士学位和硕士学位,并于1995年在牛津大学获材料科学博士学位。他是英国皇家工程院机械工程学部新兴技术主席和材料科学教授。他在工业界(1988-1993年于阿尔肯国际公司)和学术界(1994-2011年于帝国理工学院,2011-2018年于曼彻斯特大学,2018年至今于伦敦大学学院)从事微观结构表征和建模工作已超过30年。他的研究成果已发表超过350篇论文,并且他领导了多个由英国研究委员会、工业界和欧盟资助的大型项目。这些研究成果获得了20多个重要奖项的认可,包括格伦费尔德奖章和奖金、皇家学会保罗仪器基金奖以及众多最佳论文奖。2013年,曼彻斯特大学因Peter共同指导的“新x射线成像技术在能源、交通和其他行业的应用”工作,被授予女王高等教育周年纪念奖。

Chu Lun Alex Leung
伦敦大学学院
Chu Lun Alex Leung是伦敦大学学院机械工程系先进制造学院副教授(2023年至今),并担任哈韦尔材料、结构与制造研究组的联合主任。他的工作得到了全球多个大型国家实验室的认可,包括英国同步辐射光源(DLS)、欧洲同步辐射光源(ESRF)、STFC激光中心(CLF)等。在此之前,他在曼彻斯特大学和伦敦大学学院担任博士后研究员,研究“用于研究增材制造的多模态成像技术的发展”。在开始研究生涯之前,他曾在英国钢铁公司(前身为塔塔钢铁欧洲)工作,担任技术研究生培训生(2010-2011)和新产品开发项目经理(2011-2013)。除了他的工业经验,他还获得了由帝国理工学院和皇家艺术学院资助的伦敦设计奖学金(2009-2011),并利用可定向光技术开发了一款产品原型。2011年,他于帝国理工学院材料系获得了航空航天材料一等荣誉学位(MEng)及大卫·韦斯特奖。

郭 耷
伦敦大学学院
郭耷分别于2018和2023在曼彻斯特大学获得工程材料科学硕士和博士学位。目前他在伦敦大学学院机械工程系以及哈韦尔材料、结构与制造研究组担任博士后研究员(2024至今),研究“同步辐射x射线成像及衍射技术在增材制造的应用”。同时他参与并共同主导欧盟资助的大型项目“用于高精度增材制造的新型铝合金设计”。
关于期刊
International Journal of Extreme Manufacturing (《极端制造》),简称IJEM,致力于发表极端制造领域相关的高质量最新研究成果。自2019年创刊至今,期刊陆续被SCIE、EI、Scopus等20余个国际数据库收录。JCR最新影响因子16.1,位列工程/制造学科领域第一。中国科学院分区工程技术1区。
⬆️ 期刊宗旨和栏目(点击阅读详情)
期刊网址:
https://iopscience.iop.org/journal/2631-7990
http://ijemnet.com/
期刊投稿:
https://mc04.manuscriptcentral.com/ijem-caep
作者福利
• 钻石开放获取
• 提供绿色通道快速评审原创突破性成果
• 接收后24h内在线
• 免费全球化宣传推广
• 免费高质量图片编辑与规范化文献校对
https://blog.sciencenet.cn/blog-3563286-1464564.html
上一篇:中国ESCI收录期刊主要引文指标国际对比研究
下一篇:极端制造 | 仿生定向结构抑制1200°C以上条件下超亲熔融体表面的润湿

全部作者的精选博文
全部作者的其他最新博文
- • 【应急期刊】Lifeline Emergency and Safety | 高掺量粉煤灰对混凝土早期特性与硬化性能的影响
- • 筑强出版平台,聚力学术创新——清华大学出版社SciOpen平台亮相第32届北京国际图书博览会
- • 首都医科大学附属北京口腔医院张琛教授团队综述| Er: YAG激光在口腔医学中的应用:作用机制、疗效及未来展望
- • 广州医科大学刘涛教授团队联合美国弗吉尼亚大学Anny Xiaobo Zhou教授团队综述| 程序性细胞死亡如何影响黏膜稳
- • mLife|学术影响力稳步上升,迈入新阶段
- • 极端制造 | 可重构变形:激光粉末床熔融成形仿生柔性金属超材料赋能主动变形机翼创新