博文
天津大学李洋老师课题组——工艺参数对6061铝合金与CF/PA66热压焊接头性能的影响
||
阅读原文:https://www.mdpi.com/2631340
通讯作者介绍

李洋 副教授
天津大学材料学院
博士生导师。主要研究方向为热塑性复合材料焊接、异种材料连接、增材制造等。发表SCI/EI论文100余篇,授权专利8项。主持和参与包括国家自然科学基金、173计划等多项国家级及省部级项目。曾获中国机械工业联合会科技进步二等奖1项;国际、国内学术会议邀请报告8次。目前为SAMPE北京分会第四届理事会理事、中国机械工程学会高级会员;兼任国际期刊 Materials 专题组咨询顾问 (Topical Advisory Panel Member)、Polymers 编委、《材料工程》《航空材料学报》青年编委、焊接杂志社第一届青年编委。
第一作者介绍

周海鹏 硕士研究生
天津大学材料科学与工程学院
天津大学材料科学与工程学院材料与化工专业硕士研究生。主要研究方向为CFRTP与金属的异种材料焊接。
文章导读
聚合物-金属复合 (PMH) 结构兼具聚合物和金属两种材料的优异性能,在航空航天、汽车等许多领域受到广泛应用,PMH结构的应用可以有效降低车身或机体重量,达到减少能源消耗和尾气排放的效果。但是,目前存在的主要问题是金属与聚合物连接效率以及连接强度的问题。天津大学李洋老师及其团队在 Materials 期刊发表的文章 (Effect of Process Parameters on Joint Performance in Hot Pressure Welding of 6061 Aluminum Alloy to CF/PA66),采用射流电解加工的方法对铝合金表面进行加工,并结合焊接工艺参数,基于定制的热压焊机,研究金属表面形貌、加热温度、加热时间、焊接压力对CF/PA66和铝合金的热压焊接头质量的影响,为优化热压焊工艺提供指导。
研究过程与结果
本研究采用热压焊的焊接方法对6061铝合金 (AA6061) 和碳纤维增强尼龙66 (CF/PA66) 进行连接。采用射流电解加工 (Jet-ECM) 技术对铝合金表面进行织构化。基于加工出来的凹槽内部总表面积基本相同的原则,设计了凹槽粗细、深浅、疏密不同的四种形貌,如图1所示。本文采用五因素 (焊接温度、焊接时间、焊接压力、冷却时间、表面形貌) 四水平正交试验分析工艺参数和铝合金表面形貌对接头剪切拉伸性能的影响。根据正交试验结果,确定出三个对接头剪切拉伸性能影响最大的因素 (表面形貌、焊接时间、焊接压力)。进一步采用单变量控制方法,研究了表面形貌、焊接时间、焊接压力对接头性能的影响。
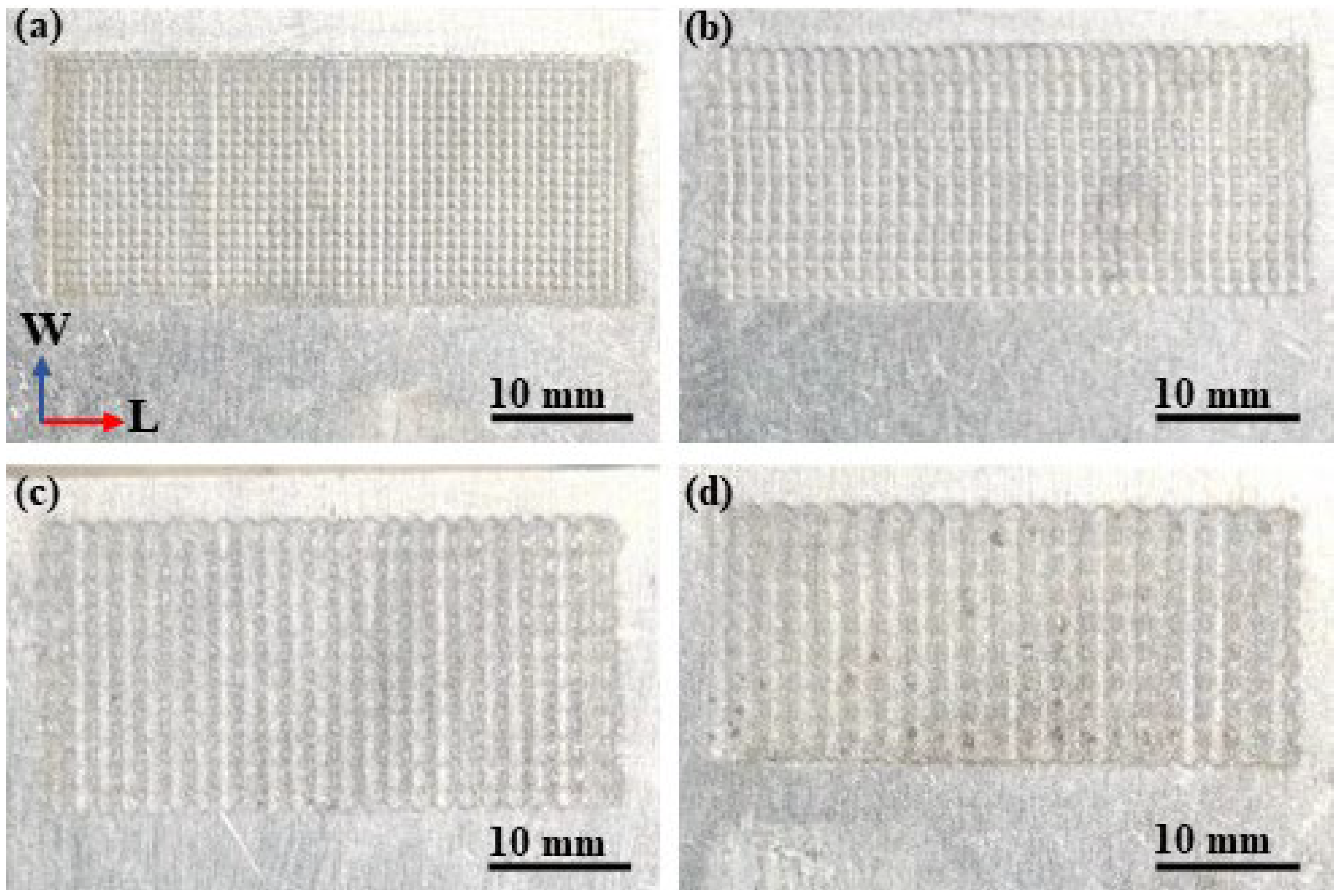
图1. 四种铝合金表面形貌
在探究表面形貌对搭接接头质量的影响试验中发现:熔融的CF/PA66对宽且浅型的凹槽润湿性好、填充难度小,具体表现为接头的力学性能更优异、铝合金表面完全被树脂覆盖,说明金属表面具有更宽、更浅的凹槽,更有利于金属与CFRTP的结合。在探究焊接时间对搭接接头质量的影响试验中发现:随着焊接时间的增加,熔融树脂对铝合金的润湿和结合更充分,接头峰值载荷也随之增加。在探究焊接压力对搭接接头质量的影响试验中发现:压力较小时,熔融树脂对铝合金的润湿不足;而压力过大时,大量熔融树脂被挤出,工件厚度方向出现减薄,从而导致接头力学性能下降。图2展示了最优参数下的接头横截面形貌,接头中未见未熔合、气孔等缺陷,铝合金和CF/PA66的界面结合情况良好。
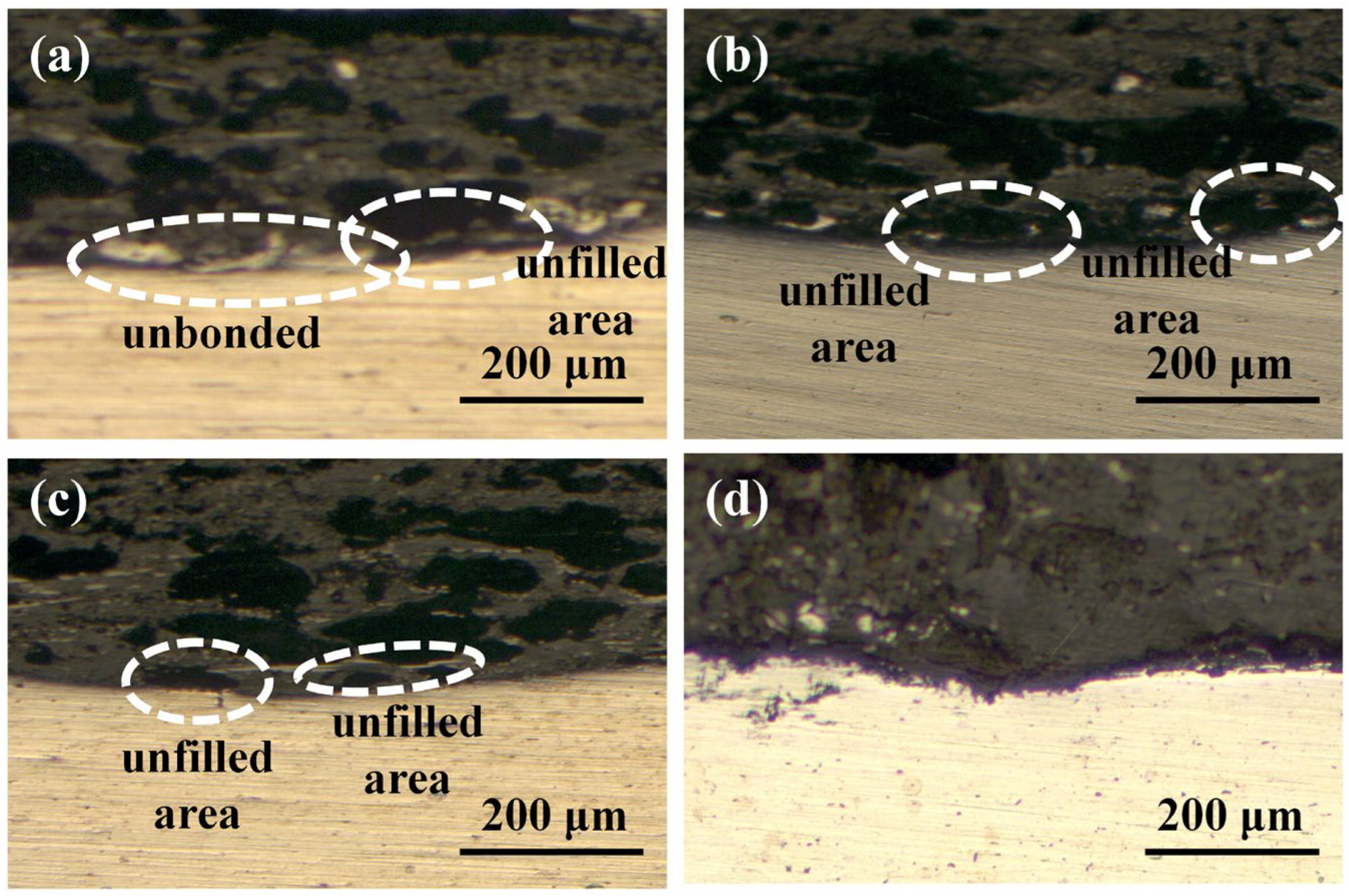
图2. 最优参数下的接头横截面形貌
为进一步研究铝合金与CF/PA66的连接状况及断裂机理,选取接头强度较差 (5.5 MPa) 和接头强度最优 (8.4 MPa) 的两个试样,对二者的断口形貌进行分析。研究发现,当接头强度较低时,熔融树脂不能完全覆盖铝合金表面,加工后的凹槽仍可见,如图3(a) 所示。结合CF/PA66侧相应的断裂位置 (图3(e)) 可以看出,一些纤维完全涂覆在树脂内部。这些现象表明该位置经历了粘合失效,即CF/PA66和AA6061之间的界面失效。在某些位置,在AA6061一侧还可以观察到树脂和纤维,如图3(c)所示,其CF/PA66侧相应的断裂位置如图3(f)所示。这种失效是内聚失效,因为两侧都被聚合物树脂覆盖。一般来说,内聚失效意味着聚合物和金属之间的结合强度强于聚合物基体的剪切强度。由于在焊接接头处只有一小部分发生内聚失效,导致力学性能相对较低。采用最佳参数的热压焊接头断口形貌如图4所示,只有一小部分接头区域出现粘合失效,如图4(c) 所示。大部分断裂区域 (图4(d)~(g)) 的铝合金被树脂覆盖,表明发生了内聚失效。在图4(h) 中观察到少量裸露的纤维,表明发生了纤维-基体脱粘。
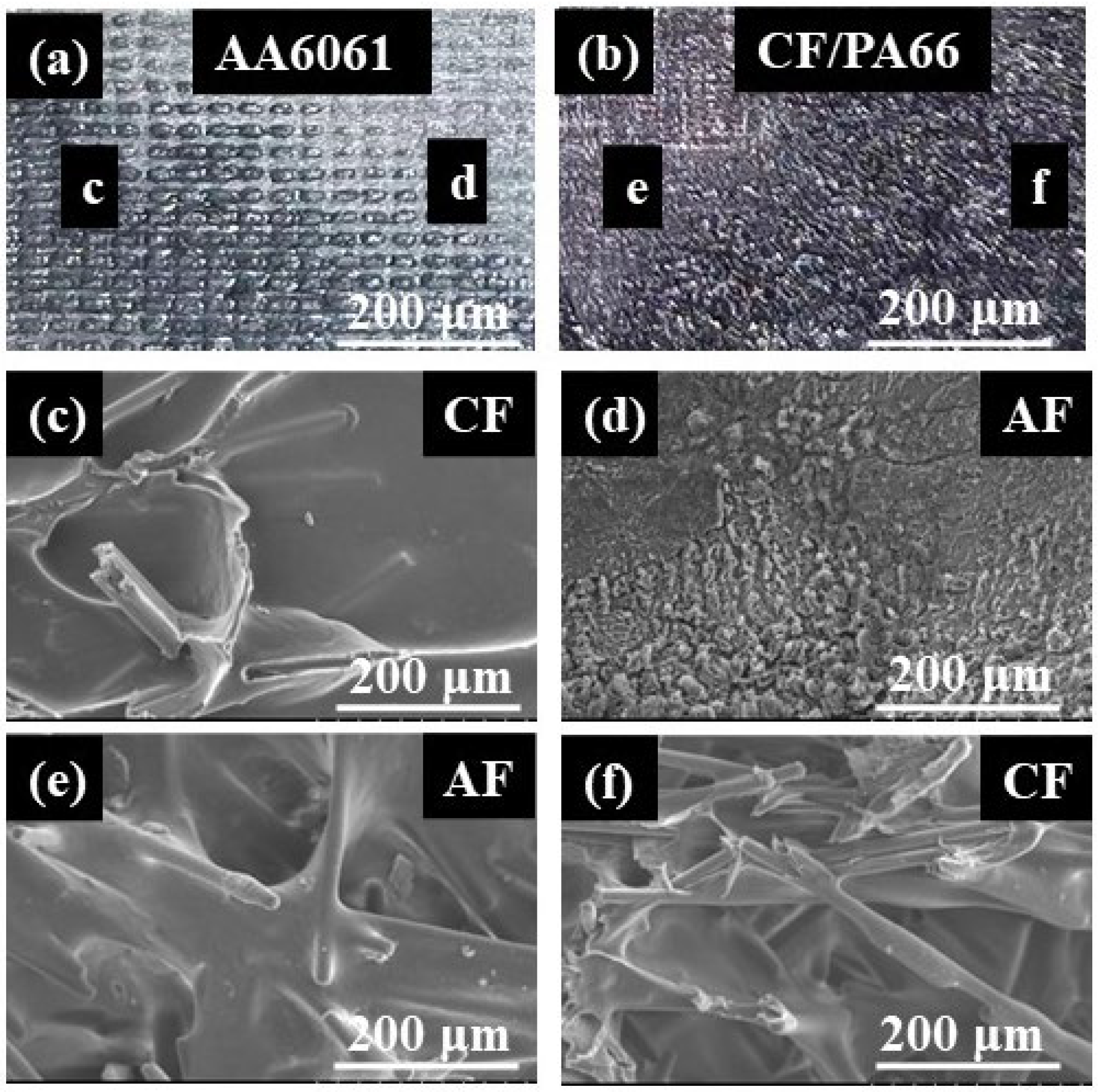
图3. 强度较差的搭接接头的断口形貌
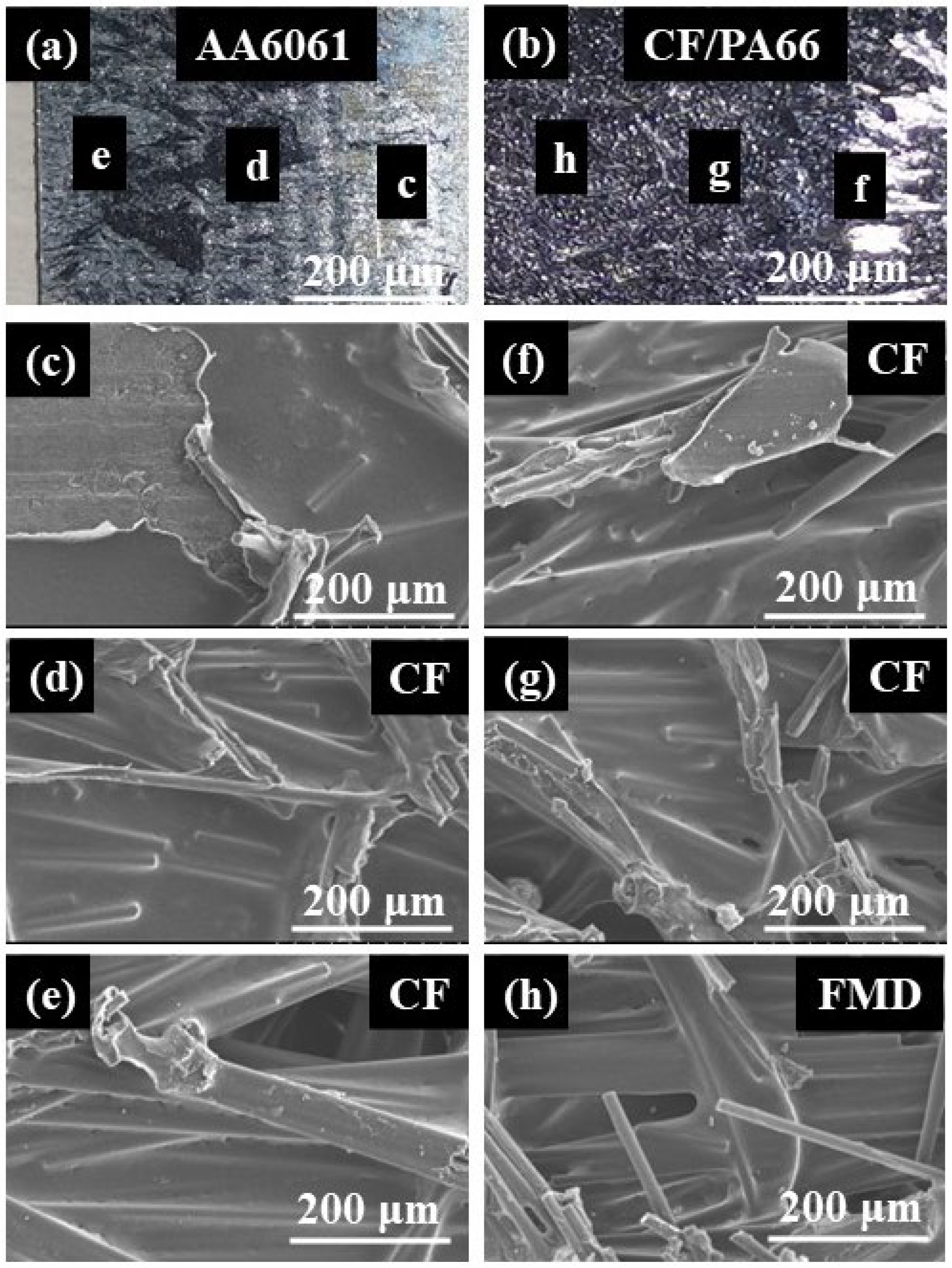
图4. 强度最优的搭接接头的断口形貌
研究过程与结果
本研究采用热压焊连接了6061铝合金和CF/PA66,使用射流电解加工在铝合金表面制造凹槽结果。通过正交实验优化工艺参数。主要结论如下:
1.铝合金表面形貌对接头性能影响最大,其次是焊接压力、焊接时间、焊接温度和冷却时间。在凹槽总表面积相当的情况下,宽度较宽、深度较浅的凹槽有助于提高接头强度。
2.存在使接头强度最大化的最佳焊接压力;较长的焊接时间有利于熔融树脂与铝合金的润湿和粘合,从而形成更牢固的接头;焊接温度对接头性能的影响有限。
3.在最佳参数下,AA6061一侧的断口形貌几乎被CF/PA66覆盖。接头失效模式以内聚失效为主,并且在小范围内出现纤维-基体脱粘。
Materials 期刊介绍
主编:Maryam Tabrizian, McGill University, Canada
主要关注材料科学与工程研究相关各个领域的最新研究成果,包括但不限于高分子、纳米材料、能源材料、复合材料、碳材料、多孔材料、生物材料、建筑材料、陶瓷、金属等,以及材料物理化学、催化、腐蚀、光电应用、结构分析和表征、建模等。
2022 Impact Factor:3.4
2023 CiteScore:5.8
Time to First Decision:13.9 Days
Time to Publication:38 Days


https://blog.sciencenet.cn/blog-3516770-1438175.html
上一篇:Electronics:北京航空航天大学文章精选
下一篇:建议收藏!如何全面了解研究选题,看这一篇就够了 | MDPI 作者说

全部作者的精选博文
全部作者的其他最新博文
- • Microorganisms 华南农业大学海洋学院张晓勇团队——珊瑚白化过程中细菌群落发生阶段性演替
- • Antioxidants 2025年最新影响因子较去年提升24.24%,达到8.2!5年影响因子增长至8.5
- • IJMS 期刊线上专题研讨会:功能荧光探针与分子影像前沿应用 | MDPI Seminar
- • 第五届增材制造技术国际高峰论坛——MDPI 等您前来
- • 对话Water期刊2024最佳论文奖获得者—加州大学河滨分校Ariel Dinar 教授 | MDPI 人物专访
- • Biomedicines 清华大学/新加坡国立大学研究团队提出乳酸枢纽模型:连接身体活动、睡眠与认知提升的机制