博文
高强度钢的冲孔剪切间隙
|
说到高强度钢的冲孔和剪切,人们最常问的问题是冲头与冲模(阴模阳模)之间的的剪切间隙是多少。
对于软钢,通常我们用5%到7%的板厚;对于高强度钢,这个冲孔间隙通常取10%到15%。
其实这里有一个问题,就是你要问自己冲孔的目的是什么。
冲孔的目的有好几种。最常见的目的是为了进行装配。在这个目标下,希望冲孔后的毛刺最少。板材下方的残余毛刺高度,按照垫圈行业的标准,应该是不大于钢板厚度的10%。在这种情况下,剪切间隙的决定,是以残余毛刺高度最小化为主要考量。
残余毛刺太高有什么问题吗?毛刺有可能划伤装配工人的手指,造成安全问题和流血事件。毛刺也有可能导致螺钉装配拧不紧,造成使用过程中的松动问题, 甚至导致严重后果。如果涉及到与另外一个板成型件进行焊接装配的话,毛刺过高会垫高两个板面之间的间隙,影响贴合的紧密程度, 进而影响焊接质量和连接强度, 减少了装配件的抗疲劳强度和使用寿命。所以冲压工艺和模具设计工程师为了使残余毛刺尽量小一些,会对剪切间隙做出相应的调整。只要冲压后的装配工序不抱怨毛刺的长度,冲压工程师就会认为这个剪切间隙是合适的。
另一个决定冲孔剪切间隙的主要考虑是使冲孔后的边缘有更好的边缘拉伸性能。如果这个剪切出来的孔,在下一道冲压工序中要经历一个扩孔翻边的过程,那么剪切形成的边缘的可拉伸性(edge stretchability)和边缘开裂问题就是一个极其重要的考量。较差的孔边缘拉伸性,一直是高强度钢冲压生产中的一个主要问题。
为什么剪切后的边缘有比较差的边缘拉伸性能呢?这是由于剪切过程中造成了邻近剪切面材料的剪切损伤。下面几个图有助于读者理解所说的剪切损伤是怎样一回事。
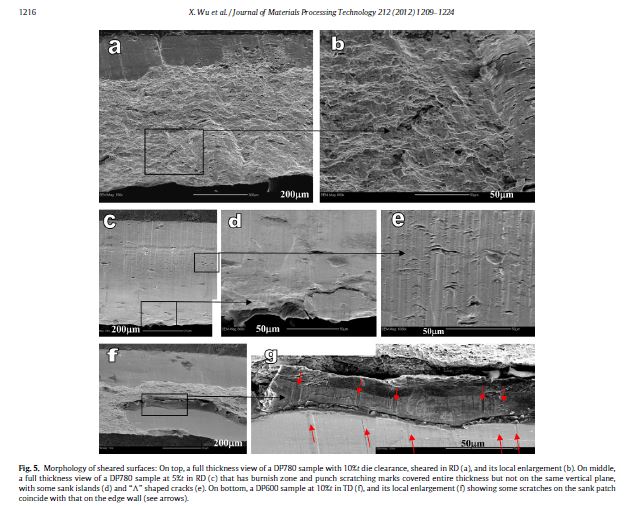
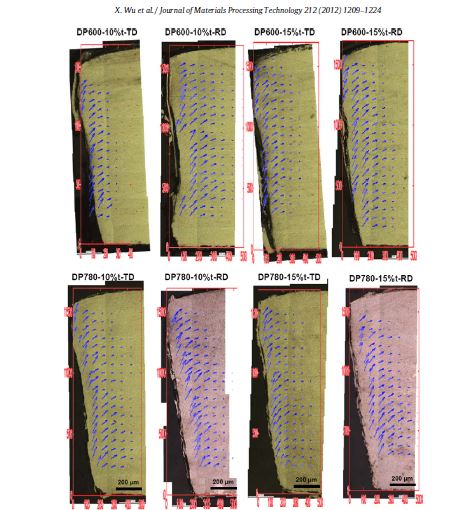
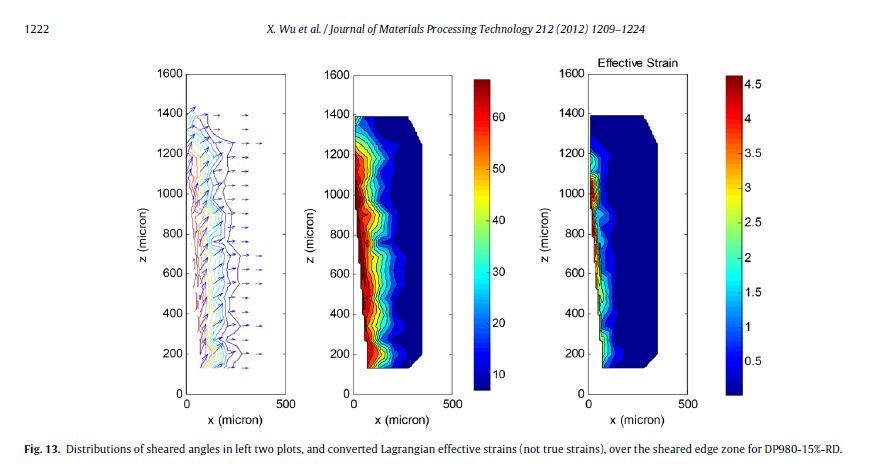
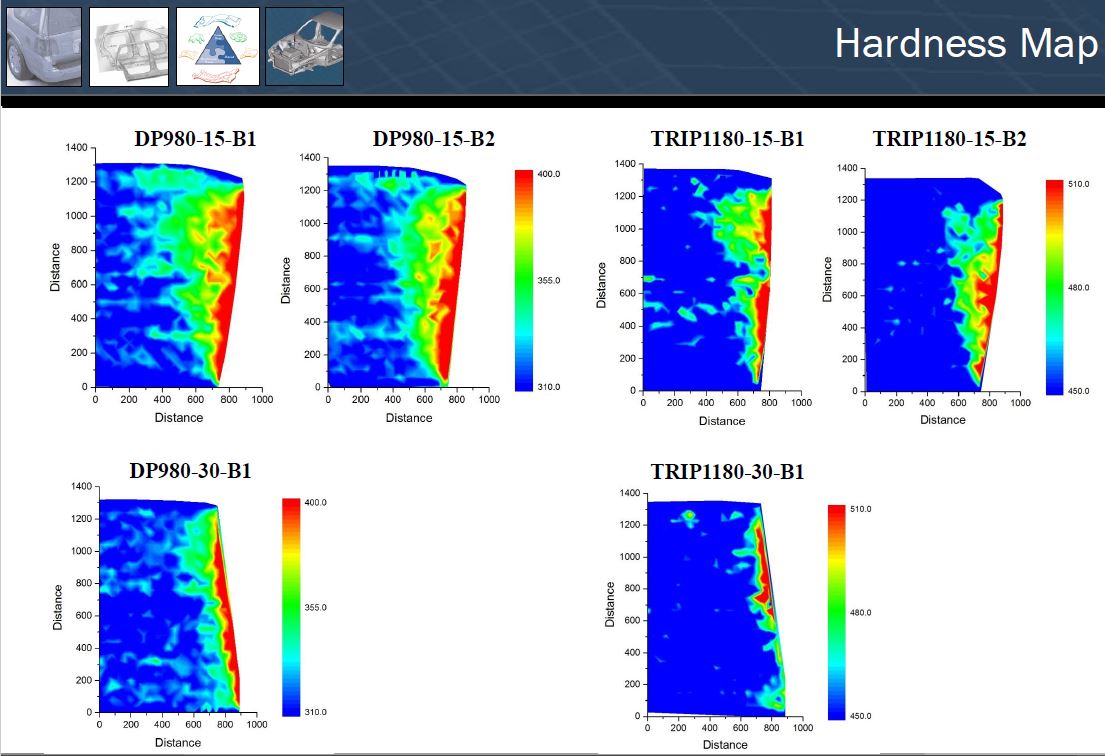
在进行冲孔剪切的时候,上下模具之间形成了一个剧烈的剪切区,引起剪切区的材料经历非常大的塑性变形。塑性变形发展到了极致,就形成了材料撕裂。在发生撕裂的时候,临近剪切面的材料经历非常强烈的转动和拉伸,对应的等效应变值可以达到百分之200甚至百分之400以上。剧烈的塑性变形带来的硬化效应, 使得临近剪切面的材料的显微硬度急剧提高。另外由于高强度钢内部还含有很多硬质点(硬的马氏体晶粒或者碳化物颗粒)在剧烈的剪切变形过程中破碎,脱离原位,被向下移动的上模推动着,犁划过断口表面,留下很多上下方向的沟状划痕。这些划痕都有可能成为后来的边缘拉伸过程中的裂纹起点。
同样的现象在金属切削加工过程中也被注意到。他们把这一个邻近切削表面的材料变化,称为“表面变质层”。指出表面变质层的形成是热力偶合作用下材料的金相微观组织的改变。根据他们的研究,那个表面变质层内经历的变形程度非常大,他们提出了温度影响层,等效应变层和残余应力层的概念。看起来他们搞的研究比冲压工程的研究者还要细一些。
在试模期间所用的板材边缘或者孔的边缘非常可能不是由冲材模或者落料模制造出来的, 因为那时候很多设计上的问题还没有最后搞定。板材边缘大部分情况是由激光切割或者机械加工形成的。如此一来,剪切损伤就可以忽略不计。那么这个孔的扩孔率(Hole expansion ratio)就会很高,很不容易出现边缘开裂。刚开始做高强钢的时候,我们就有这样一个被误导的教训。我们在模具厂调试用的孔是激光切割形成的,冲压件看上去很漂亮,没有边缘开裂问题。后来在大批大量生产中,孔的边缘是由落料模冲成的。结果在模具厂调试时没有看到边缘开裂问题在生产中大量出现,吃了一个大亏。


https://blog.sciencenet.cn/blog-2916187-1312169.html
上一篇:高强度钢板冲孔的故事(1)
下一篇:激光反无人机系统工作原理
全部作者的精选博文
- • 科研成果转化的关键是什么?
- • 金属增材制造过程的堆垛方向问题
- • 如何与猎豹和平共处
- • 狼的狩猎战术
- • 皇家小岛上的狼
- • 狮子鱼, 草原鼠和机器人杀手
全部作者的其他最新博文
- • 为什么预测冲压件的回弹比较难
- • 定期发布电诈新骗术
- • 不要抱怨老人转发微信帖子
- • 新路面害苦了小松鼠
- • 奇妙的章鱼手臂神经联络图
- • 放狼归山