博文
快速原型制造技术演讲
||
快速原型制造技术
1.1快速原型产生背景
近20年来,制造业市场环境发生了很大变化。
一方面表现为消费者需求日益主体化、个性化和多元化;另一方面则是区域性、国际性市场壁垒的淡化和打破。使制造厂商不得不着眼于全球市场的激烈竞争。传统制造业的战略是规模效益一;80年代又提出价格第一和质量第一;90年代以来,已发展为市场响应第一。快速响应制造已成为国际研究的热点。如今市场的机遇要靠企业去把握、去创造。因此,产品的快速开发是快速响应制造的龙头,是成为赢得21世纪国际市场竞争的关键。
1.2 快速原型的历史
快速原型技术概念即RP(Rapid Prototyping Technology)概念的提出可追溯到1979年,日本东京大学生产技术研究所的中川威雄教授发明了叠层模型造型法,1980年小玉秀男又提出了光造型法,该设想提出后,由丸谷洋二于1984年继续研究,并于1987年进行产品试制。
1988年,美国3D Systems公司率先推出快速原型实用装置-激光立体造型SLA(Stereo Lightgraphy Apparatus),并以年销售增长率为30%~40%的增幅在世界市场出售。随着扫描振镜性能的提高,以及材料科学和计算机技术的发展,快速原型技术已日趋成熟,并于1994年正式进入推广普及阶段。
我国主要从事 SLA、LOM、FDM、SLS四种RPM工艺与装备的高校
西安交通、清华进行光固化 (SLA)工艺研究, 材料:光固化树腊
清华、华中科技:分层实体制造(LOM)工艺研究,材料:涂敷纸
熔融沉积制造(FDM)工艺研究,材料:腊、ABS及尼龙
华中科技、南航等进行选择性激光烧结(SLS)工艺研究,材料:树脂蜡、工程
塑料
2.1 产生思想
由于种种原因,在需求分析阶段得到完全、一致、准确、合理的需求说明是很困难的,在获得一组基本需求说明后,就快速地使其"实现",通过原型反馈,加深对系统的理解,并满足用户基本要求,使用户在试用过程中受到启发,对需求说明进行补充和精确化,消除不协调的系统需求,逐步确定各种需求,从而获得合理、协调一致、无歧义的、完整的、现实可行的需求说明。又把快速原型思想用到软件开发的其他阶段,向软件开发的全过程扩展。即先用相对少的成本,较短的周期开发一个简单的、但可以运行的系统原型向用户演示或让用户试用,以便及早澄清并检验一些主要设计策略,在此基础上再开发实际的软件系统。
2.2 RPM技术的原理
RPM技术,是由CAD模型直接驱动的快速制造任意复杂形状三维实体技术的总称。
RPM技术采用离散/堆积成型原理,其过程如下:

不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加", 类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。
3.1 RPM技术特点
1.制造快速
快速原型制造技术是并行工程中精心复杂原型和零件制作的有效手段。从产品CAD或从实体反求获得数据到制成原型,一般只需几小时到几十个小时,速度比传统成型加工方法快得多。随着互联网的发展,RPM技术也更加便于远程制造服务,使资源得到充分利用,用户的需求也可得到最快的响应。
2.技术高度集成
RPM技术是计算机技术、数据采集与处理技术、材料工程、机电加工与控制技术的综合体现。只有在这些高新技术迅速发展的今天才可能使CAD和CAM很好的结合,实现设计与制造的一体化。
3.自由成型制造
自由成型的含义有两个:一个是指可根据原型或零件的形状,无需使用工具、模具,而自由的成型;二是指不受形状复杂程度限制,能够制造任意复杂形状与结构、不同材料复合的原型或零件。
4.制造过程高度柔性
共同的制造原理使快速原型制造系统在软件和硬件的实现70%~ 80%是相同的,也就是说,在一个现有的系统上仅增加20%~ 30%的无器件和软件功能就可进行另一种制造工艺,不同的工艺原理的设备容易实现模块化,对于整个制造过程,仅需改变CAD模型或反求数据结构模型即可。
5.可选材料的广泛性
快速原型制造技术可以采用的材料十分广泛,可采用树脂类、塑料类、纸类、石蜡类、复合材料、多属材料或者陶瓷材料的粉末、箔、丝、小块体等,也可是涂覆某种粘接剂的颗粒、板、薄
膜等材料。
6.广泛的应用领域
除了制造原型以外,RPM技术还特别适用于新产品的开发、快速单件及小批量零件制造、不规则零件或复杂形状零件的制造、模具及模型设计与制造、外形设计检查、装配检验、快速反求与复制,也适应于难加工材料的制造等。这项技术不仅在制造业的产品造型与模具设计领域,而且在材料科学与工程、工业设计、医学科学、文化艺术、建筑工程等领域有广阔的应用前景。
3.2 RPM主要技术方法
在过去的几年里,已经出现各种新的快速制造技术,通常称为快速成型和制造(RPM);其中已经开发的技术包括立体光刻(SL)、选择性激光烧结(SLS)、熔融沉积成型(FDM)、分层实体制造(LOM)和三维打印(3D打印)。
这些技术能够直接从计算机辅助数据库中生成物理实体。他们有一个共同的重要特征:原型部分是通过添加材料,而不是去除材料,使三维零件的生产过程简化为二维的层片结合,从而使一部分产品通过它的计算机模型直接被生产出来。
第二部分 快速原型制造技术
1.光固化
1.1 机理
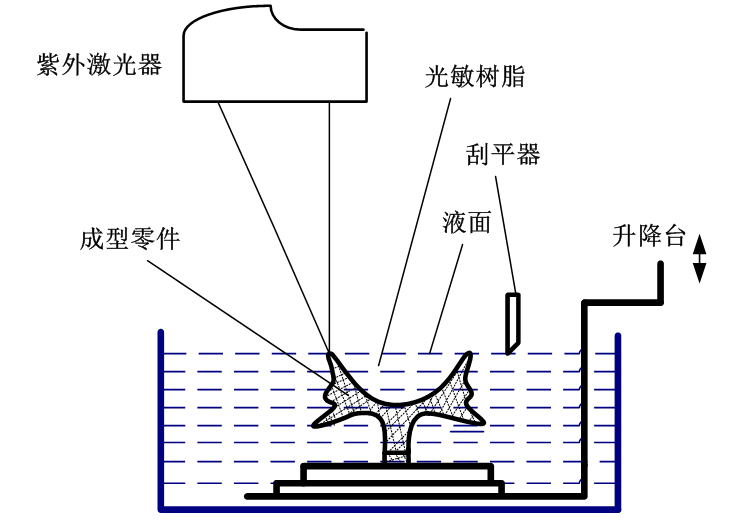
用光谱中能量最高的紫外光产生的活化能,能够使不饱和聚酯树脂的C—C键断裂,产生自由基从而使树脂固化。当不饱和聚酯树脂中加入光敏剂后,用紫外线或可见光作能源引发,能使树脂很快发生交联反应。
光固化快速成型设备(SLA)是由Charle Hull发明的3D系统公司,这是第一个商用的快速原型机,被认为是最广泛使用的成型机。所用的材料为液体光固化树脂-丙烯酸酯。在光子的作用下,小分子(单体)被聚合成大分子。基于这一原则,本部分建立一桶液体树脂材料如图3.5.1。
1.2 SLA系统有以下几个特点
材料 光聚合物,它是一种丙烯酸酯。
支撑 由于是建立在液体模型,在制造过程悬垂的部分(支撑下)可能凹陷或漂浮。因此,需要一些预先设计的原型支撑直至固化或粘结。该支架可以是支柱,桥梁和桁架。有时,在这个过程中,需要增加刚度较高的薄壁形状,有时需要在柱子或内部蜂窝结构上增加刚度。这些额外的功能支撑在模型上,完成模型的建立。
模型的精度和性能 整体模型取得的精度是约0.1 %,但具有较大的尺寸和在0.5%以上。每层的厚度是在0.004到0.03之间,目前SLA的3D系统公司是最准确的电机转速的系统。聚合物制成的原型是易碎的,可能不足以承受高应力的测试。此外,材料的收缩,可能使原型变形。
容量 持有液体聚合物的增幅的大小决定了可以建造原型的外观尺寸。在市场具有较大的增值规模的机器能够sla190(7.9×7.9×9.8”)7。5毫瓦的氦镉激光,sla250(10×10×10)与16毫瓦氦镉激光器,和sla500(20×20×24”)与200毫瓦的氩离子激光器。扫描速度为503 mm/s为sla500 sla250和2540毫米/秒。
回收 光敏树脂是热固性材料,不能被再次熔化利用。
https://blog.sciencenet.cn/blog-3233502-1010825.html
上一篇:看清自己,看清世界。
下一篇:魔鬼创新(2)