金属空心构件的应用背景
博文
金属空心构件先进冷成形技术
|||
近年来,航空航天、核能工程以及汽车工程等行业快速发展,对高性能轻量化金属空心构件的需求日益增多。传统制造技术由于自身的局限性,制约了部分复杂空心构件的高性能制造。采用先进成形技术实现空心构件的整体制造是一种重要的发展趋势。
冷成形技术是制造高性能金属空心构件的重要方法,其优势明显:整体成形,流线连续分布;组织致密;强度高且质量轻,综合力学性能优越;成本低,易实现自动化高效制造。因此,采用冷成形技术制造的金属复杂空心构件在航空航天、核能、舰船、汽车、石化以及建筑等工程领域具有重要而广泛的应用。

图1 航空飞行器导管类构件
在航空飞行器中,金属空心构件在液压管路、环控管路系统以及承载结构件上具有重要应用,如图1所示。航空器因重量及空间的限制,一般无大尺寸空心构件,且主要形式为弯管、多通以及两者的组合。对于弯管,相对弯曲半径小,其可以有效利用空间,使组件的整体结构更加紧凑,同时有效降低管路系统重量。多通及其他组合形式的结构大多较为紧凑。
在航空发动机中,大量采用了具有复杂走向的导管系统(图2),承担燃油输送、滑油输送、空气传输及集束电气等任务。由于需要考虑导管与导管间的关系、导管和发动机附件之间的最小距离以及发动机整体轮廓尺寸,导管形状较为复杂且结构较为紧凑。不仅如此,航空发动机上的部分导管还需要承受高温、高压以及振动应力。因此,为保证航空发动机的服役安全性乃至航空器的整体安全性,高性能、高可靠性导管的精确成形应该引起特别的重视。在火箭、导弹等的推进系统中,也大量采用了复杂导管,如图3所示。由于管路众多且设计上要求节省空间,不乏一些相对弯曲半径很小的弯管,避免在有限的空间内管路相互干涉。
图2 航空发动机复杂导管系统
图3 美国某型火箭发动机及某型导弹发动机的复杂导管系统
在卫星及空间站等航天器中,热控系统以及生命保障系统所需的导管相互交织,形成大量空间曲线管路系统,穿行于设备间隙之间。空间曲线管路系统中的导管空间跨度大、形状复杂、制造精度要求高,目前多采用分段加工整体焊接的方法进行生产,存在加工烦琐、误差大、效率低、焊接处易破裂等问题,严重制约着设计能力和生产能力;而且,空心构件使用寿命、安全性等重要指标难以保证,明显增加了航天器的安全风险。一旦导管出现严重截面椭圆化、泄漏等问题将导致装备动力来源不稳定,严重时甚至可能导致整个航天器瘫痪。
在核能工程中,高性能弯管、多通、异径管等空心构件主要用于核岛回路管道系统、蒸汽发生器传热管、冷凝水供水管路、沸水堆强迫循环回路等关键位置,对于提高核能工程管路系统的柔性、稳定性和安全性具有重要意义。在汽车工程中,空心构件的使用量增长迅速,在副车架、悬臂梁、前指梁、纵梁以及排气系统中,整体构件逐步代替了传统的焊件或铸件,在保证零件精度、承载强度及安全性的同时,有效实现了车体整体减重。另外,复杂空心构件在舰船、石化、建筑等重要领域皆有重要的应用,在介质输送、有效承载甚至艺术表现方面发挥了不可替代的作用。
金属空心构件成形新技术
近年来,随着理论和试验研究工作的不断深入,在传统成形技术基础上,发展了一些新的空心构件先进成形技术。这些新成形技术突破了传统成形技术的局限,解决了很多类复杂空心构件精确制造的难题。
No.1 柔性弯曲成形新技术
传统弯曲成形技术对于制造多个不同弯曲半径或连续弯曲的三维弯管难度较大甚至无法成形,另外,模具成本较高。而柔性弯曲成形技术及装备的出现,降低了三维复杂金属弯管的成形难度,技术特征表现为:数控系统控制与管坯直接作用的成形工具的运动轨迹,使管坯产生连续弯曲变形。
图4 典型柔性弯曲成形技术原理示意图

图5 三维自由弯曲技术制造的复杂弯曲零件
图4为典型的柔性弯曲成形技术原理示意图。采用柔性弯曲成形技术,轴线为三维空间曲线、无直段过渡的连续弯曲复杂弯管成形相对容易。图5为三维自由弯曲技术制造的复杂弯曲零件,具有多个不同弯曲半径、无直段过渡的连续弯曲、轴线为三维空间曲线等典型复杂的几何特征。
No.2 液压成形新技术
脉动液压成形是通过间歇性、规律性地控制内压与补料,提高材料流动性,减小局部过度减薄以提高成形极限的一种先进管材成形技术,能够显著提高管材的成形能力和成形质量。在金属管材的胀形过程中,由于内压做周期性波动,管坯与模具之间发生连续的接触—分离—接触,可有效改善润滑条件,提高轴向进给量。另外,脉动加载方式还可以改变变形集中区的应力状态,从而消除管材胀形过程中出现的有害起皱等缺陷。图6为常规压力加载路径与脉动加载路径下的不同成形效果。从图6中可以看出,脉动液压成形技术可以提高成形极限,消除三通支管易出现的过度减薄甚至破裂的现象。
图6 常规压力加载路径与脉动加载路径下的不同成形效果
管材内外压复合成形技术的工艺原理如图7所示。首先将管坯放入模具,将冲头装入管坯中并进行密封;向管坯内、外表面同时注入高压液体,并使管坯内部的压力大于外表面压力,形成可控的压力差;利用液压缸推动冲头轴向进给实现补料,同时在内、外液压的压差作用下使管坯产生局部大变形;最后排出高压液体,获得局部大变形空心件。通过控制管坯内外压力差改善管坯局部胀形时的应力状态,使胀形过程能够充分进行,提高其胀形极限。在管坯外表面注入的液压油,能很好地改善管坯外表面与模具型腔之间的润滑,实现了有效轴向补料。内外压复合成形技术既可用于成形局部大膨胀量的空心件,又可用于带有间隙的双金属复合管件的整体成形。

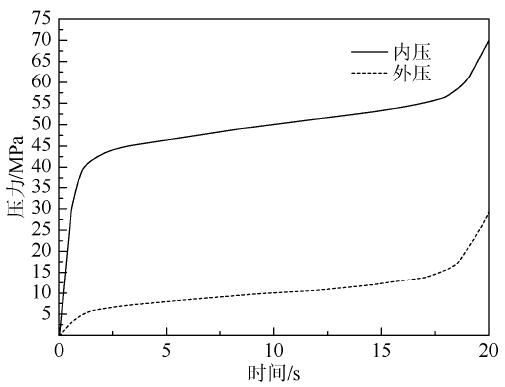
图7 管材内外压复合成形技术的工艺原理
按照成形管坯分类,管材液压锻造技术可分为厚壁管液压锻造技术和薄壁管液压锻造技术。若按成形方向分类,可分为径向液压锻造技术、轴向液压锻造技术以及周向液压锻造技术(图8)。目前国内外很多学者主要关注厚壁空心零件的液压锻造,取得了很好的成形效果。实质上,厚壁管材的液压锻造主要利用金属厚壁管坯在轴向挤压过程中,内腔体积缩小,挤压内部液体造成升压,进而形成支管,是一种自增压或被动增压过程。例如,大尺寸厚壁三通管的液压成形,为降低增压器的昂贵成本,可以采用这种方法。但是必须看到,传统液压锻造技术若针对厚壁管的径向成形,显然是有局限性的。此外,对于周向截面复杂的零件,轴向液压锻造很难实现成形。金属管材的径向液压锻造,径向压力来自模具合模所产生的压力。利用径向液压锻造的成形方式,在锻造模具设计合理以及预成形坯料性能达标的前提下,可简单快捷地实现复杂截面空心构件的整体成形。
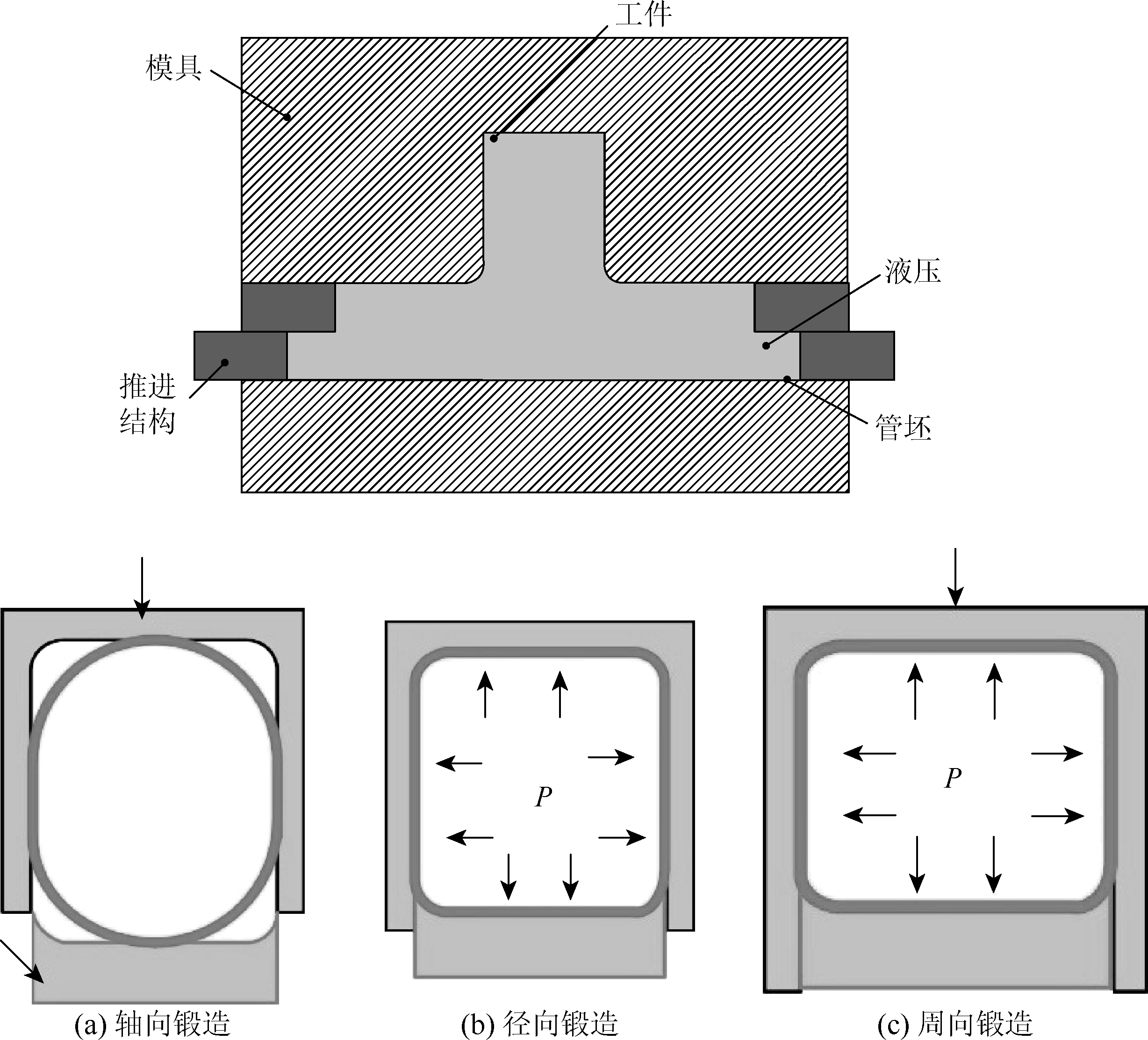
图8 金属管材液压锻造装备及分类
No.3 渐进成形新技术
金属管材渐进成形技术原理及成形装备如图9所示。该技术将金属管材局部旋压技术与多辊自由弯曲成形技术结合,实现三维空间轴线、变截面复杂弯管的整体塑性成形。该技术若是与液压胀形技术结合,壁厚的减薄可以获得更好的控制。另外,该技术由于很容易实现三维复杂弯管的预成形,可以省略传统绕弯后的预成形工序,明显降低三维复杂空心构件的整体制造难度。
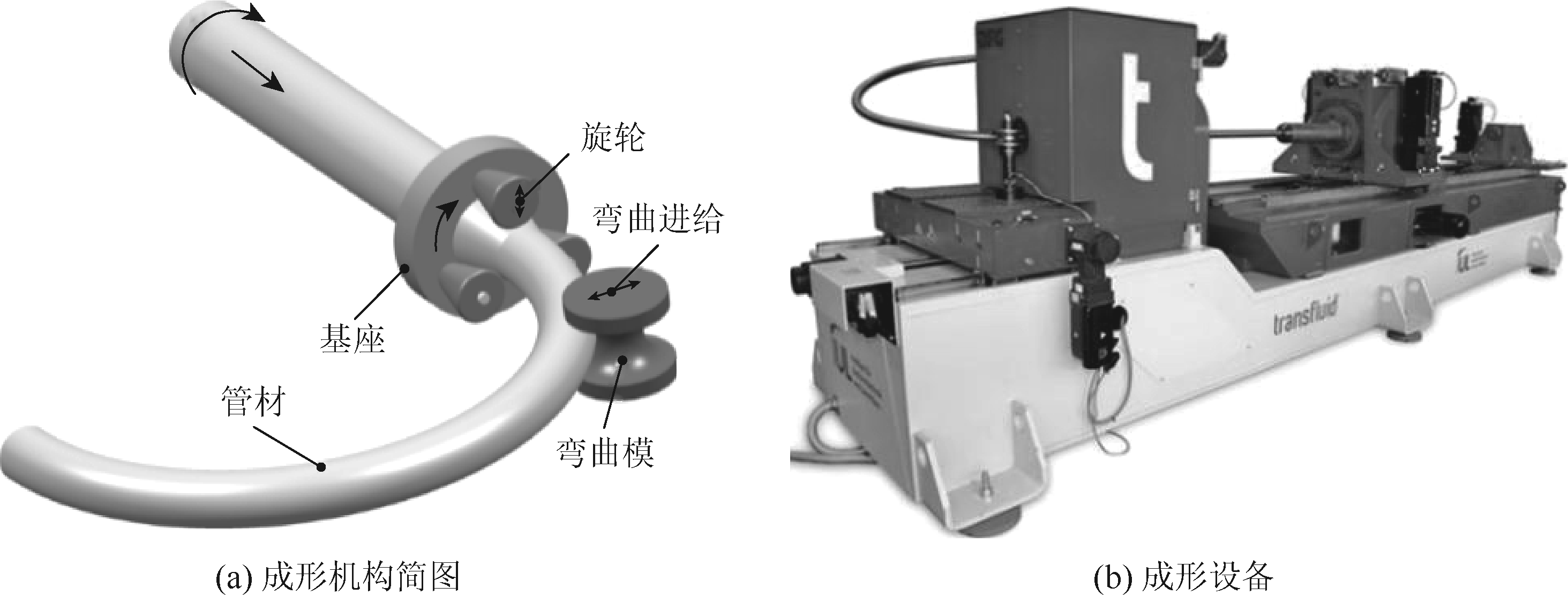
图9 金属管材渐进成形技术原理及成形装备
图10为金属管材渐进成形技术示意图。作用在管坯表面的工具头可以沿径向实现伸缩,从而调整金属管材径向压下量。同时,金属管材实施轴向推进,从而在轴向上进行塑性变形。在轴向推进、径向压下以及工具头圆周运动的多向综合作用下,管材发生局部渐进变形,最终制造出异形截面空心构件,如图11所示。

图10 金属管材渐进成形技术示意图

图11 由渐进成形技术制造的异形截面空心构件
No.4 多向加载成形新技术
基于串并联机器人的多向加载无模成形技术原理如图12所示,基于双臂机器人的空心构件轴向扭转无模成形技术示意图如图13所示。
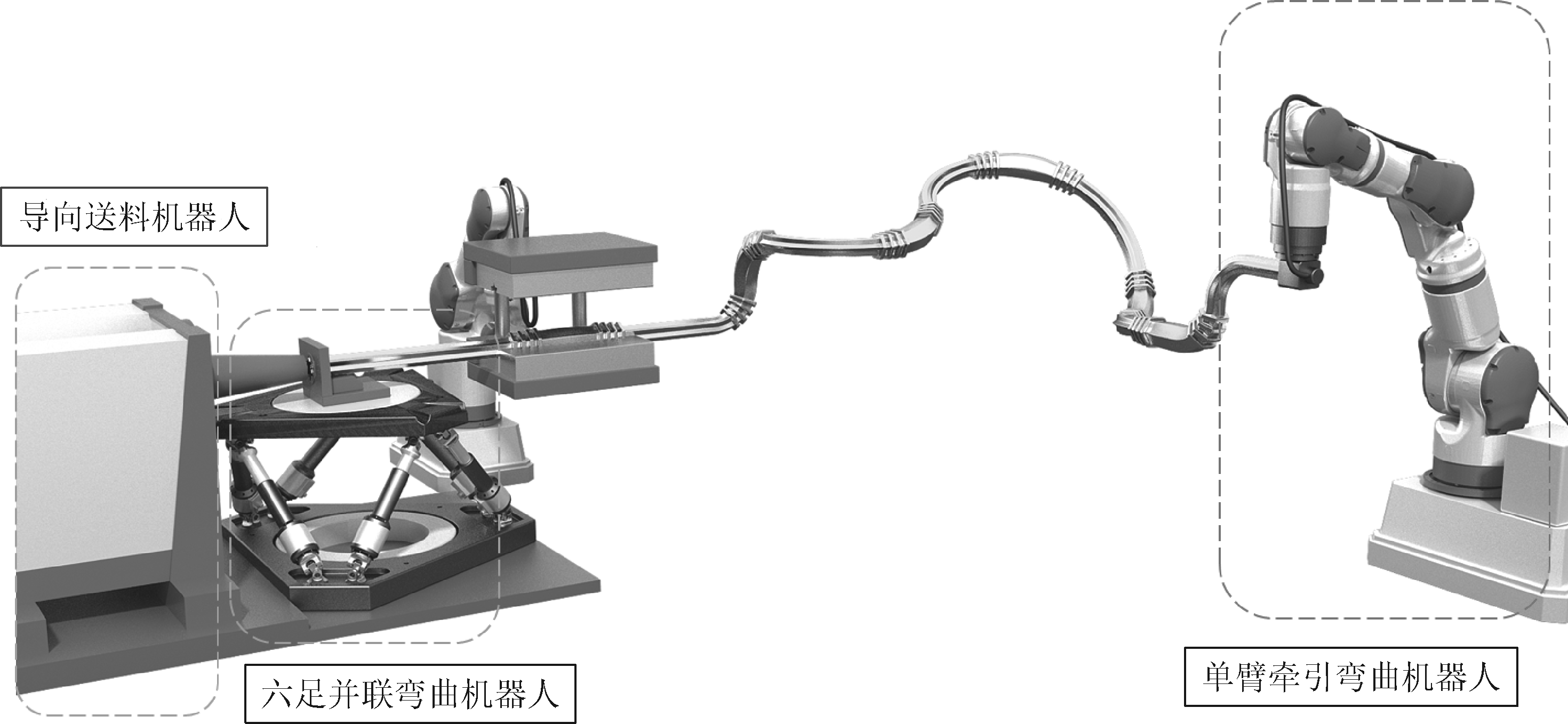
图12 基于串并联机器人的多向加载无模成形技术原理示意图
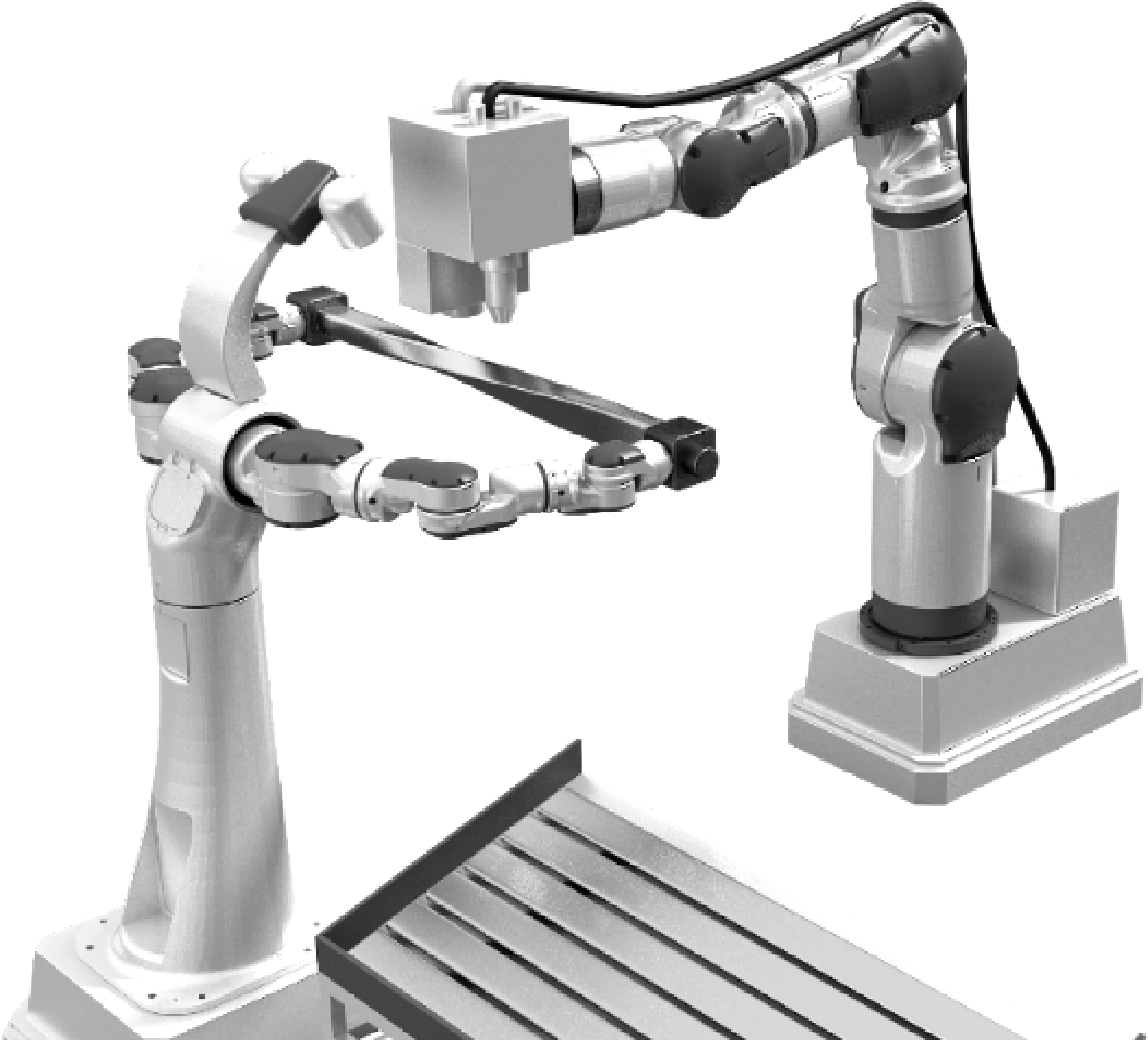
图13 基于双臂机器人的空心构件轴向扭转无模成形技术示意图
首先,基于精确塑性变形分析,将目标构件的三维轴线、局部特征及强度指标等数据,编译成机器人手臂轨迹曲线数据;其次,控制弯曲机器人及送料机器人夹持坯料前后端并执行预定轨迹路径,然后启动特征机器人对坯料进行局部特征加工;再次,在成形过程中根据成形样件的三维光测数据和三维模型数据的尺寸差异,对机器人手臂轨迹曲线进行实时校正;最后,通过完成对各机器人的全程组合协调控制,实现难变形材料在多向加载及多场耦合条件下的定向均匀流动及连续均匀塑性变形,并实现三维复杂构件弯段与局部特征点空间相对位置的定向矢量控制,最终实现复杂空心构件的整体精确无模成形。
本文摘编自郭训忠等著《金属空心构件先进冷成形技术》第一章绪论及第4节部分内容,略有改动。

责任编辑:李涪汁,曾佳佳
北京:科学出版社,2019.7
ISBN:978-7-03-060183-4
内容简介
本书系统阐述了金属空心构件先进冷成形技术的研究进展,通过对成形方法、成形技术和成形工艺的创新,实现了多种复杂空心构件的整体塑性成形。本书首先对金属管材冷推弯、薄壁管数控绕弯以及复杂空心构件三维自由弯曲等成形新技术进行系统论述;其次对管材旋压成形技术、超高压脉动液压成形技术、液压锻造成形技术以及内外高压复合成形技术等进行深入阐述,拓展传统液压成形技术的应用范围;此外,对多工步成形技术进行系统介绍,实现了多种空心构件塑性成形技术的有机结合,有效地突破了传统单一成形技术的局限,实现了系列复杂空心构件的整体制造。
本期编辑丨小文
一起阅读科学!
科学出版社│微信ID:sciencepress-cspm
专业品质 学术价值
原创好读 科学品味
更多好素材,期待您的来稿
https://blog.sciencenet.cn/blog-528739-1199583.html
上一篇:耳影像学研究前沿
下一篇:中纬度极寒的元凶:北极变暖?